
Packaging Compatibility and Sourcing in Oral Spray Production
Most brand owners treat oral spray packaging as the simpler half of the sourcing decision. The formula gets all the attention, while the bottle, pump, and cap feel like simple checklist items. Pick something that looks good, confirm the spec sheet matches, and move on.
That assumption is exactly why so many breath spray production runs end with leaking shipments and clogged nozzles.
An oral spray is a pressurized mechanical delivery system, and every ingredient in the formula has a direct physical relationship with the hardware around it.
Push the viscosity slightly too high, and the nozzle stops producing a mist. Source the bottle and pump from two different vendors without tolerance verification, and the capping line will fight you across thousands of units.
In this article, we will break down exactly how oral spray packaging compatibility works at the component level, where the real failure points are, and what to validate before your bulk run begins.
The Anatomy of an Oral Spray: Why Packaging is Part of Your Formula
To understand why compatibility failures happen, it helps to understand what is actually happening inside the pump every time a consumer presses the button.
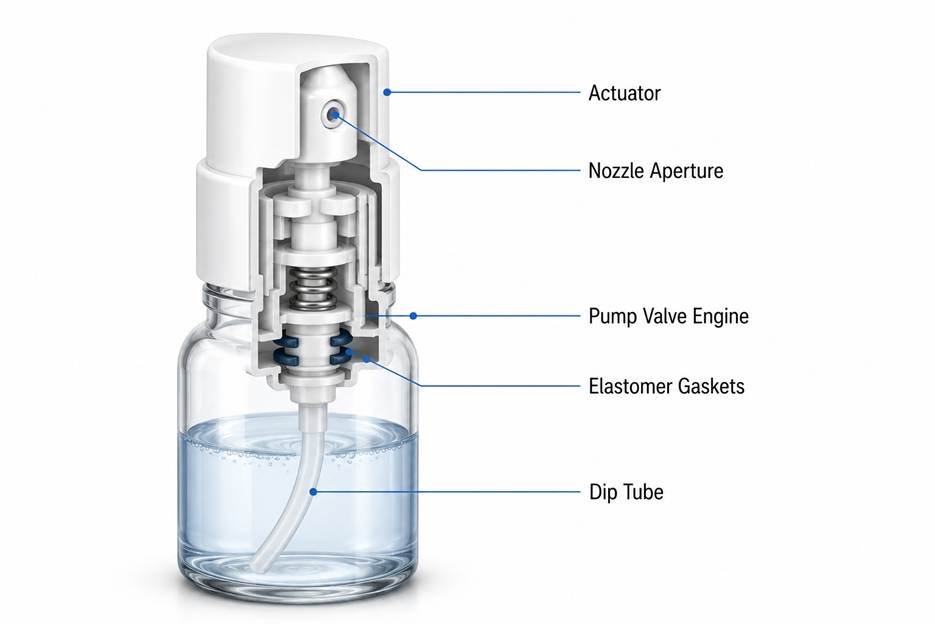
A standard fine-mist oral spray system has five working components, and each one operates within tolerances measured in fractions of a millimeter:
- The actuator is the button the consumer presses to trigger the spray cycle.
- The nozzle aperture is the micro-orifice at the tip, between 0.15mm and 0.30mm wide, that breaks the liquid into a fine mist.
- The pump valve engine is the calibrated pressure chamber that controls the exact dose per spray, typically between 0.05mL and 0.12mL.
- The elastomer gaskets are the internal rubber seals that maintain hydraulic pressure between uses.
- The dip tube runs from the pump fitting down into the liquid, drawing the formula up into the pump on each stroke.
Every one of those components has to function correctly in sequence for the consumer to get a clean, consistent spray. A variance of just 0.02mm anywhere in that chain, whether from a manufacturing tolerance drift or a material incompatibility, causes immediate delivery failure. The consumer gets sputtering, streaming, or nothing at all.
The pump is not just the packaging in that sense. It becomes an important part of the breath spray formula system.
Alcohol vs. Alcohol-Free: How Formula Chemistry Impacts Pump Internals
Breath spray formulations generally fall into two camps, high-alcohol and alcohol-free, and each one interacts with the pump internals in a completely different way. Here is how both behave inside the hardware over time:
High-Alcohol Formulations
Ethanol is chemically aggressive toward rubber and silicone. In a high-alcohol breath spray formulation, standard silicone or low-grade rubber gaskets begin to dry out and shrink over time as the ethanol draws moisture from the elastomer material.
A gasket that held a perfect hydraulic seal during a short sample review will begin failing three to six months into shelf life as the shrinkage opens microscopic gaps in the seal.
Factories running oral spray manufacturing must specify EPDM or Nitrile gaskets, which are chemically resistant to ethanol exposure. A factory that does not ask about your alcohol concentration before specifying pump internals has not done this correctly.
Alcohol-Free Formulations
Alcohol-free formulas carry a different risk. They typically rely on high concentrations of essential oils like peppermint or menthol to deliver their cooling and freshening effect. Those oils behave as mild plasticizers when in sustained contact with thin plastic components.
The dip tube is the most vulnerable part. Standard LDPE dip tubes, which are the most commonly used material, soften and warp under prolonged essential oil exposure.
A warped dip tube bends away from the liquid pool at the bottom of the bottle or detaches from the pump fitting entirely. When that happens, the pump draws air instead of formula, and the consumer gets nothing from a bottle that is still half full.
Nozzle Aperture Engineering: Getting a Mist Instead of a Jet Stream
The difference between a fine mist and a painful jet stream comes down to whether the formula’s viscosity was matched to the nozzle aperture before the pump was selected. Here is how both outcomes happen:
- Fine mist: Water sits at 1 centipoise (cPs), and that is the baseline around which the 0.15mm to 0.30mm nozzle aperture is engineered. When the formula stays within the 1 to 5 cPs range, the pump stroke generates enough pressure to break the liquid apart as it passes through the orifice, reaching the mouth as a light, even spray on every press.
- Jet stream: When alternative solvents, heavy herbal extracts, or thickening agents push the formula above 10 to 15 cPs, the pump can no longer atomize the liquid at that aperture size. Instead of dispersing into a mist, it pushes through as a single concentrated burst that hits the soft palate like a shot of water.
Getting a fine mist consistently requires two decisions to be made together before production begins.
The formula’s viscosity has to be tested and confirmed within the range the nozzle was designed for, and the aperture size has to be selected based on the actual formula rather than a generic pump spec.
If a functional ingredient pushes viscosity outside the target range, the fix is either a reformulation or a wider aperture, both of which are simple adjustments at the development stage and costly problems after the line has already run.
Multi-Vendor Bottling Logistics: Sourcing Coordination vs. The Blame Loop
Split-vendor procurement is the most common sourcing structure for brands entering oral spray manufacturing for the first time.
The custom bottle comes from one supplier, the pump from another, and both vendors confirm their components meet the listed specification.
The problem plays out in two stages, which are:
The Tolerance Trap
Standard neck thread sizes like 18/410 or 20/410 are industry-wide classifications, not precision guarantees. Each vendor calibrates their tooling independently, and those calibrations introduce fractional millimeter variances that are completely invisible during manual sample assembly.
A 0.05mm difference between the bottle neck diameter and the pump cap interior is something a human hand will never feel when screwing a cap by hand. However, it is something an automated capping machine will encounter on every single unit across a bulk run.
Line Consequences
Automated capping machinery is calibrated to apply a precise torque window of 12 to 18 inch-pounds to create a reliable seal. When the thread fit is even slightly outside tolerance, the machine cannot hit that torque target consistently.
Across thousands of units, the results include mass cross-threading, loose fittings that pass visual inspection but fail in transit, and smashed glass lips on premium bottle formats. By the time the failure is identified, components from both vendors have already been ordered, and neither vendor accepts responsibility for the other’s tolerances.
This is a sourcing coordination failure, not a quality control failure. The components were never physically validated together before the purchase orders were issued. A single point of oversight in oral care manufacturing that reviews both specifications before sourcing is finalized eliminates this entirely.
Why Oral Spray Samples Pass but Bulk Production Leaks
The sample your team approved was assembled by hand in a controlled setting. Someone filled the bottle with a manual syringe, screwed the pump cap to a comfortable human tightness, and sent it for review in a padded envelope. It performed exactly as expected.
To understand why the bulk run behaves differently, it helps to look at what the sample stage leaves out and what production actually puts those components through:
The Sample Stage Limits
Hand-assembled prototypes are filled in small quantities using manual syringes that introduce no mechanical pressure into the bottle. Pump caps are hand-screwed to a tightness that feels correct, not a calibrated torque value.
The sample travels in protective packaging over a short distance with no sustained vibration, no stack pressure, and no pressure differential from air freight. Every variable that exposes a compatibility weakness is absent from the sample stage, which is exactly why it passes every time.
The Production Stage Forces
At scale, those variables are all present simultaneously. High-speed automated filling heads push liquid into thousands of bottles at consistent mechanical pressure, while pneumatic capping jaws apply torque values that are consistent but unforgiving of thread tolerance drift.
Once packed, finished pallets absorb multi-axis vibration across road and air freight routes for days at a time, all while warehouse stack pressure applies a continuous downward load on every cap and seal in the shipment.
None of these forces existed during the sample review, but all of them will be present from the first unit on the production line.
Common Causes of Scale Leakage
When leakage appears in a bulk run, it usually traces back to minor pump thread incompatibilities that hand assembly masked but automated torque exposed.
It can also stem from capping torque drift across thousands of units as the pneumatic system fluctuates, gasket compression failures from sustained freight vibration working at the seal engagement, or long-haul transportation friction gradually backing off the caps that were seated at minimum torque.
Every one of those failure points has a fix, but that fix has to happen before the bulk order is placed, not after the shipment arrives. Before approving mass sourcing for any oral spray run, ask your manufacturing partner these questions directly:
- Has the pump and bottle combination been run on the automated line before bulk purchasing was confirmed?
- What inline leakage checks run while the capping line is operating?
- How does the factory verify torque consistency across the full production volume, not just the startup units?
- What transit simulation is applied to finished goods before the shipment is released?
If the answers are vague, the validation was not done.
For a broader view of what rigorous oral care packaging quality control looks like across liquid formats, the mouthwash supplier evaluation guide and oral care quality control standards breakdown cover the same validation logic in adjacent product categories.
Post-Production Validation: Preventing Leakage Risks in Transit
A bottle that seals correctly on the production floor is not automatically a bottle that arrives sealed. Specialized oral care packaging quality control must account for two distinct environmental forces introduced during transit that can compromise packaging integrity:
- Micro-vibration: Road and air freight expose shipments to continuous low-frequency movement for extended periods. This sustained vibration gradually works at the physical components, causing unsecured seals to back off just enough to allow liquid seepage.
- Pressure Differential: Air cargo subjects shipments to significant drops in atmospheric pressure at high altitudes. As external pressure decreases, the air and liquid inside the sealed container expand. This internal pressure increase will immediately bypass any gasket that is resting near its minimum compliance threshold.
The Vacuum Drop Test Protocol
To proactively catch these environmental risks before a shipment leaves the facility, finished and filled samples from the line must undergo a vacuum drop test.
During this protocol, production units are placed inside a negative pressure chamber and held at a constant vacuum of -0.03 to -0.05 MPa for 15 to 30 minutes. This setup accurately replicates high-altitude air cargo environments and harsh transit physics.
Any assembly that fails the vacuum drop test is guaranteed to leak in transit, allowing quality control teams to identify and isolate faulty batches directly at the loading dock.
Get Your Breath Spray Packaging Right Before the Line Runs
Before you issue a mass purchase order for any breath spray production run, the manufacturing partner you choose matters as much as the formula you developed. Here is what to look for when sourcing oral spray production:
- A factory that physically runs your pump and bottle combination on the automated line before any bulk component order is placed.
- A team that holds CAD drawings from both your bottle and pump suppliers and verifies thread tolerance alignment before sourcing is finalized.
- A production partner that tests your formula inside the exact pump internals for 30 to 90 days to confirm there is no gasket decay or dip tube warping before the line runs.
- A facility where vacuum drop testing is part of the standard pre-shipment release process, not an optional add-on you have to request.
RuiqiGo handles all of that with proven expertise.
Our engineering team audits component blueprints, runs compatibility testing on live automated lines, and coordinates directly with packaging suppliers to eliminate tolerance blind spots that arise in split-vendor procurement. In-house vacuum drop testing is standard on every oral spray production run we release.
We ensure your oral care packaging quality control is resolved before the line starts, not investigated after a leaking shipment reaches your fulfillment center.
Ready to validate your oral spray packaging before your bulk run begins?
Contact the RuiqiGo technical team with your formula base, pump specification, and target volume. We will confirm what needs to be locked in before your sourcing moves forward.




